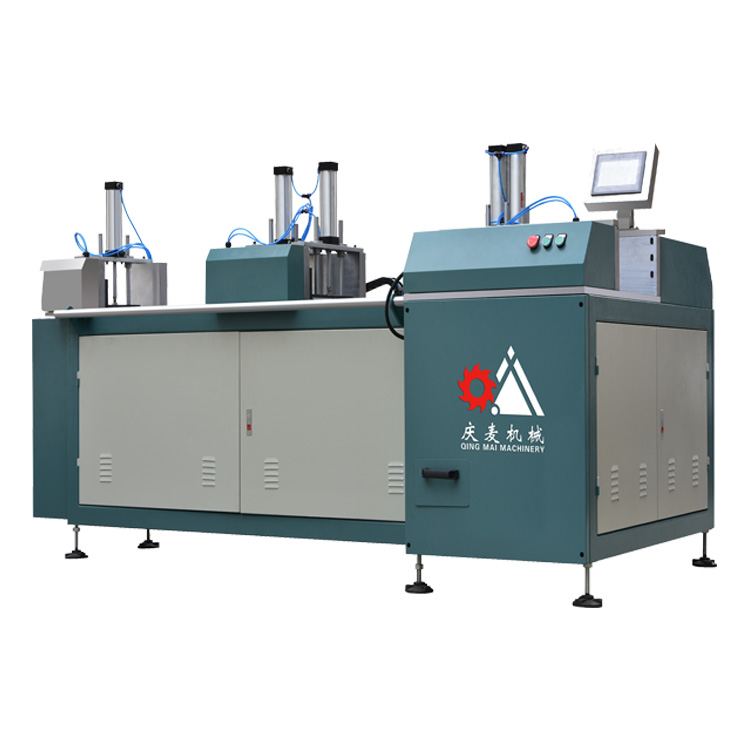
智能鋁型材切割機製造商
提供鋁型材切割一站式解決方案
24小時服務熱線:
18688292355
[ 掃一(yī)掃查看 ]
智能鋁型材切割機製造商
提供鋁型材切割一站式解決方案
24小時服務熱線:
18688292355
[ 掃一(yī)掃查看 ]
H
熱銷產品



H
熱(rè)點新聞C
聯係我們切鋁機使(shǐ)用此設備的注意事項

1.主(zhǔ)軸變速必須在停車後進行。變速時齒輪要完全齧合。發現機床不正(zhèng)常時,要立即停車檢查。
2.切割前要調整好刀具,夾(jiá)緊工作物。夾緊(jǐn)部位的長度不得少(shǎo)於50毫米。停車擋板要固定,經過夾緊、鬆開(kāi)、向前、向後等順序試車後,方(fāng)可進行工作。
3.機床在轉動時(shí),人(rén)體的任何部位不得接觸(chù)傳動部件。操作時,要紮好袖口,嚴禁戴手套工作。人體頭部應偏離切削方向。
4.調換刀具、測量工件、潤滑、清理管(guǎn)頭時,必須停車進行。
5.切割管頭時,要防止管頭飛出傷人。
6.長料管放入料架和鬆開捆紮鉛絲時,應采取防止管子滾動、衝擊、壓傷人的措施。
7.使用砂輪切管機,應事先檢查砂輪片有無缺損裂紋(wén)、受潮,電源線是否可靠。
8.切管機的除塵裝置應完(wán)好,方可切削。
9.在工件進出(chū)料方向不應站人。
切鋁(lǚ)機加工鋁型材的工作流程:
1、加工圖(tú)圖(tú)意
複查其圖片所指(zhǐ)的各數據與各數據是否相吻合,在溫和的條件(jiàn)下,再進行(háng)材料領料手續,有疑惑的情況及時的反饋給上級主管。
2、材料型號、規格(gé)
顏色又倉(cāng)管員認可簽字後,按單內數量查實後領料,領(lǐng)料前先檢查鋁型材規格。外觀質量:外表(biǎo)麵(miàn)不得(dé)有腐蝕、氧化缺陷及劃(huá)傷,彎弧型材需要檢驗員檢驗合格後方可領出加工。
3、鋸切常規度角鋁型材
用雙(shuāng)頭(tóu)切鋁機按鋸床的操作規程要求調試鋸床(chuáng),根據型材(cái)套(tào)料表試鋸(jù)1支做到自檢所做的長度、角度、表麵等各方麵的檢查(chá)後才能批量鋸(jù)切。鋸切小(xiǎo)餘45度或大餘135度角鋁型材:先用雙頭鋸斷材料再(zài)用單(dān)頭角度鋁型材(cái)切割機根據圖紙內所標的角度,調試鋸床試鋸1支做到自檢所做的長度、角度、表麵等各方麵的檢查。
4、根據圖紙要求
用產品轉運車(chē)將產品運到數控加工的加工區內,再進行鑽孔或(huò)銑槽。對於槽口少或相對簡單的加工件(jiàn),可以在普通鑽銑床上進(jìn)行鑽銑(xǐ)槽(cáo)口時需要按鋸鑽銑床的操作(zuò)規程要求調(diào)試鑽銑床再進(jìn)行加工操作。
5、檢查
加工完成後的產品,用產品運(yùn)車(chē)將(jiāng)產品運到產品(pǐn)待檢區進行產品檢查,質檢(jiǎn)員按圖紙根據產品檢測規範要求檢查(chá)產品。
6、包裝
用產品(pǐn)轉運車將產品轉運到產品包裝區進行產品包裝,要根(gēn)據產品表(biǎo)麵的處理方式選用保護膜,包裝時要將保護膜平整的粘貼在產品(pǐn)上,不能有太多的氣泡(pào)否則保護膜容易掉落。包裝時對產品要輕拿輕放(fàng)避免在包裝時對產品劃碰(pèng)。
7、入庫
產品檢查保護後,貼(tiē)上產品合格證按入庫單的數量入(rù)庫。再由倉庫管理員按計劃發送到客戶指定的地方。
請撥打熱線18688292355,或讓我們聯係(xì)您!


